Vevaxellager och deras byte
Innehåll
Vevaxeln är en av nyckeldelarna i alla fordon med en kolvmotor. En separat är ägnad åt enheten och syftet med vevaxeln. Låt oss nu prata om vad som hjälper det att fungera smidigt. Låt oss prata om insatser.
Fodren är installerade mellan vevaxelns huvudtappar och bädden i cylinderblocket, och även mellan vevstångstapparna och den inre ytan på vevstängernas nedre huvuden. I själva verket är dessa glidlager som minskar friktionen under rotation av axeln och förhindrar att den fastnar. Rulllager är inte tillämpliga här, de klarar helt enkelt inte sådana driftsförhållanden under lång tid.
Förutom att minska friktionen tillåter fodren dig att korrekt placera och centrera delar. En annan viktig funktion av dem är fördelningen av smörjmedel med bildandet av en oljefilm på ytan av de interagerande delarna.
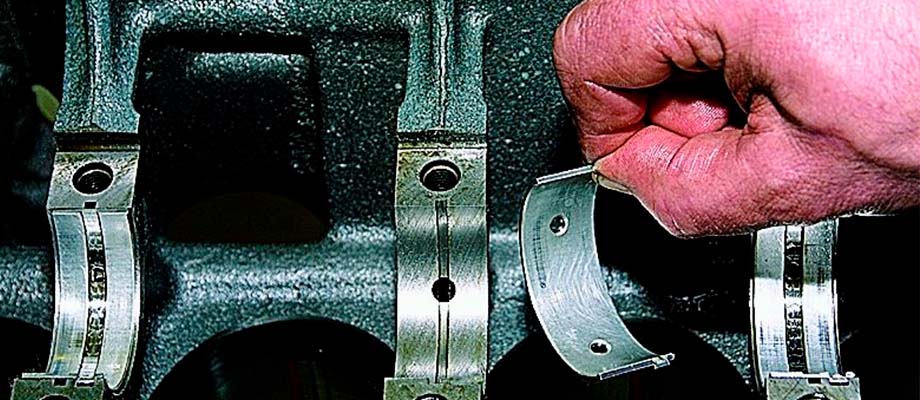
Insatsen är en sammansatt del av två platta metallhalvringar. När de är ihopparade täcker de vevaxeltappen helt. Det finns ett lås i en av ändarna av halvringen, med dess hjälp fixeras fodret i sätet. Trycklager har flänsar - sidoväggar, som också gör att delen kan fixeras och förhindrar att axeln rör sig längs axeln.

Det finns ett eller två hål i halvringarna, genom vilka smörjning tillförs. På fodren, som är belägna på sidan av oljekanalen, görs ett längsgående spår, längs vilket smörjmedlet kommer in i hålet.
 Lagret har en flerskiktsstruktur baserad på en stålplåt. På den inre (arbets)sidan appliceras en antifriktionsbeläggning på den, vanligtvis bestående av flera lager. Det finns två strukturella underarter av liners - bimetalliska och trimetalliska.
Lagret har en flerskiktsstruktur baserad på en stålplåt. På den inre (arbets)sidan appliceras en antifriktionsbeläggning på den, vanligtvis bestående av flera lager. Det finns två strukturella underarter av liners - bimetalliska och trimetalliska.

För bimetaller appliceras en antifriktionsbeläggning på 1 ... 4 mm på en stålbas med en tjocklek på 0,25 till 0,4 mm. Den innehåller vanligtvis mjuka metaller - koppar, tenn, bly, aluminium i olika proportioner. Tillsatser av zink, nickel, kisel och andra ämnen är också möjliga. Det finns ofta ett underskikt av aluminium eller koppar mellan basen och antifriktionsskiktet.
Ett trimetalliskt lager har ytterligare ett tunt lager bly blandat med tenn eller koppar. Det förhindrar korrosion och minskar slitaget på antifriktionsskiktet.
För ytterligare skydd vid transport och inkörning kan halvringarna beläggas med tenn på båda sidor.
Strukturen på vevaxelfodren regleras inte av några standarder och kan skilja sig från tillverkare till tillverkare.
Liners är precisionsdelar som ger luckor inom vissa gränser under vevaxelrotation. Smörjmedel tillförs under tryck till spalten, som på grund av axelns excentriska förskjutning bildar en så kallad oljekil. I själva verket, under normala förhållanden, rör vevaxeln inte lagret, utan roterar på en oljekil.
En minskning av oljetrycket eller otillräcklig viskositet, överhettning, avvikelse av delars dimensioner från de nominella, felinriktning av axlarna, inträngning av främmande partiklar och andra orsaker orsakar en kränkning av vätskefriktion. På vissa ställen börjar axeltapparna och linersen nudda. Friktion, uppvärmning och slitage på delar ökar. Med tiden leder processen till lagerfel.
Efter demontering och borttagning av fodren kan orsakerna till slitage bedömas efter deras utseende.

Slitna eller skadade liners kan inte repareras och byts helt enkelt ut mot nya.
Eventuella problem med liners kommer att rapporteras av en matt metallisk knackning. Det blir högre när motorn värms upp eller belastningen ökar.
Om det knackar på vevaxelns hastighet är huvudtapparna eller lagren allvarligt utslitna.
Om knackningen inträffar med en frekvens som är två gånger mindre än vevaxelns hastighet, måste du titta på vevstakestaplarna och deras foder. Den problematiska halsen kan bestämmas mer exakt genom att stänga av munstycket eller tändstiftet på en av cylindrarna. Om knackningen försvinner eller blir tystare, bör motsvarande vevstake diagnostiseras.
Indirekt indikeras problem med halsar och liners av ett tryckfall i smörjsystemet. I synnerhet om detta observeras vid tomgång efter att enheten har värmts upp.
Lager är huvud- och vevstake. De första placeras i sätena i BC-kroppen, de täcker huvudtapparna och bidrar till en smidig rotation av själva axeln. De senare förs in i vevstakens nedre huvud och täcker tillsammans med den vevaxelns vevaxelstapp.
Inte bara lager utsätts för slitage utan även axeltappar, så att byta ut ett slitet lager med en bussning av standardstorlek kan leda till att spelet blir för stort.
Överdimensionerade lager med ökad tjocklek kan krävas för att kompensera för axelslitage. Som regel är fodren för varje efterföljande reparationsstorlek en kvarts millimeter tjockare än den föregående. Lagren i den första reparationsstorleken är 0,25 mm tjockare än standardstorleken, de andra är 0,5 mm tjockare och så vidare. Även om reparationsstorlekssteget i vissa fall kan vara annorlunda.
För att bestämma graden av slitage på vevaxeltapparna är det nödvändigt att inte bara mäta deras diameter, utan också att diagnostisera för ovalitet och avsmalning.
För varje hals, med hjälp av en mikrometer, görs mätningar i två vinkelräta plan A och B i tre sektioner - sektionerna 1 och 3 är separerade från kinderna med en fjärdedel av halsens längd, sektion 2 är i mitten.

Den maximala skillnaden i diametrar mätt i olika sektioner, men i samma plan, kommer att ge avsmalningsindexet.
Skillnaden i diametrar i vinkelräta plan, mätt i samma sektion, kommer att ge värdet på ovalitet. För en mer exakt bestämning av graden av ovalt slitage är det bättre att mäta i tre plan var 120:e grader.
luckor
Frigångsvärdet är skillnaden mellan fodrets innerdiameter och halsens diameter, dividerat med 2.
Bestämning av fodrets innerdiameter, speciellt den huvudsakliga, kan vara svårt. Därför är det bekvämt att använda en kalibrerad plasttråd Plastigauge (Plastigage) för mätning. Mätproceduren är som följer.
- Rengör halsarna från fett.
- Placera en bit kalibrerad stav över ytan som ska mätas.
- Montera lagerlocket genom att dra åt fästelementen till nominellt vridmoment med en momentnyckel.
- Vrid inte vevaxeln.
- Skruva nu loss fästet och ta bort locket.
- Applicera kalibreringsmallen på den tillplattade plasten och bestäm gapet utifrån dess bredd.

Om dess värde inte ligger inom de tillåtna gränserna måste halsarna slipas till reparationsstorleken.
Halsarna slits ofta ojämnt, så alla mått måste tas för var och en av dem och poleras, vilket leder till en reparationsstorlek. Först då kan du välja och installera liners.
När du väljer skär för en förändring är det nödvändigt att ta hänsyn till modellutbudet av förbränningsmotorer, och det händer att även en specifik modell av förbränningsmotor. I de allra flesta fall kommer lager från andra enheter att vara inkompatibla.
Nominella och reparationsmått, spelrumsvärden, möjliga toleranser, bultmoment och andra parametrar relaterade till vevaxeln finns i reparationsmanualen för din bil. Valet och installationen av foder bör utföras i strikt enlighet med manualen och märkena stämplade på vevaxeln och BC-kroppen.
Den korrekta proceduren för att byta lager innebär fullständig demontering av vevaxeln. Så du måste ta bort motorn. Om du har de lämpliga förutsättningarna, den nödvändiga uppsättningen verktyg, erfarenhet och önskan, kan du fortsätta. Annars är du på väg till en bilservice.
Innan du tar bort skydden på linersen bör de numreras och märkas så att de kan installeras på sina ursprungliga platser och i samma position under installationen. Detta gäller även liners, om de är i gott skick och deras fortsatta användning förväntas.
Den borttagna axeln, foder och passande delar rengörs noggrant. Deras tillstånd kontrolleras, särskild uppmärksamhet bör ägnas åt att kontrollera oljekanalernas renhet. Om fodren har defekter - skavning, delaminering, spår av smältning eller klibbning - måste de bytas ut.
Vidare görs de erforderliga mätningarna. Beroende på erhållna resultat poleras halsarna.
Om foder av önskad storlek är tillgängliga, kan du fortsätta med installationen av vevaxeln.
aggregatet
De som är avsedda för placering i BC-bädden har ett spår för smörjning, och de halvringar som sätts in i överdragen saknar spår. Du kan inte byta plats på dem.
Innan alla foder monteras måste deras arbetsytor, såväl som vevaxeltapparna, smörjas med olja.
och lager är installerade i cylinderblockets bädd, och vevaxeln läggs på dem.
Huvudlagerskydden sätts på plats i enlighet med de märkningar och märken som gjorts vid demontering. Bultarna dras åt till erforderligt vridmoment i 2-3 omgångar. Först dras det centrala lagerskyddet åt, sedan enligt schemat: 2:a, 4:e, främre och bakre liner.
När alla kåpor är åtdragna, vrid på vevaxeln och se till att rotationen är enkel och utan att klibba.
Montera vevstängerna. Varje lock måste sättas på sin egen vevstake, eftersom deras fabriksborrning görs tillsammans. Låsen på öronsnäckorna måste sitta på samma sida. Dra åt bultarna till erforderligt vridmoment.
Det finns många rekommendationer på Internet för att byta lager utan att behöva en mycket besvärlig borttagningsprocess. En sådan metod är att använda en bult eller nit som sätts in i nackens oljehål. Vid behov måste bulthuvudet slipas av så att det inte överstiger fodrets tjocklek i höjdled och går fritt in i springan. Vid vridning av vevaxeln kommer huvudet att vila mot änden av lagerhalvringen och trycka ut den. sedan placeras på liknande sätt en ny insats i stället för den utdragna.
Den här metoden fungerar faktiskt, och risken för att skada något är liten, du behöver bara komma till vevaxeln från inspektionshålet. Det kan dock få oförutsägbara konsekvenser, så du kommer att använda det på egen risk och risk.
Problemet med sådana folkmetoder är att de inte ger detaljerad felsökning och mätningar av vevaxeln och utesluter absolut slipning och montering av halsarna. Allt görs med ögat. Som ett resultat kan problemet vara maskerat, men efter en tid kommer det att dyka upp igen. Detta är i bästa fall.
Det är extremt ovärdigt att byta trasiga foder utan att ta hänsyn till slitaget på vevaxeltapparna. Under drift kan halsen till exempel få formen av en oval. Och då kommer ett enkelt byte av fodret nästan garanterat att leda till att det vänder snart. Som ett resultat kommer det åtminstone att finnas repor på vevaxeln och den måste poleras, och som maximalt kommer en allvarlig reparation av förbränningsmotorn att krävas. Om den vänder kan den misslyckas.
Felaktig rensning kommer också att orsaka allvarliga negativa konsekvenser. Backlash är fyllt av knackningar, vibrationer och ännu mer slitage. Om gapet tvärtom är mindre än det tillåtna, ökar risken för stopp.
Även om andra passande delar i mindre utsträckning slits ut gradvis - vevstångshuvudena, vevaxelbädden. Detta ska inte heller glömmas.