Hur skapas filer?
| Grundprincipen för filtillverkning är att skära tänder i en metallremsa för att producera ett grovt verktyg som kan slipa material från en mjukare yta. |
 | Även om filer har tillverkats för hand i hundratals år, kan de nu även masstillverkas med hjälp av maskiner. Varje process följer metoden som beskrivs nedan. |
Skapa en tom | |
 | Det första steget i processen att göra en fil är att skapa en metallremsa som ungefär matchar formen och storleken på den färdiga filen. Detta kallas "tomt". |
 | För att uppnå detta resultat kan stålet smidas, smältas och hällas i en form för att stelna, eller pressas mellan två tunga rullar och sedan skäras till önskad form. |
Filglödgning | |
 | Glödgning är en process där stål mjukas upp för att göra det lättare att arbeta med. |
 | Filblanketten värms tills den blir mörkröd och får sedan svalna i rumstemperatur. |
 | Eftersom uppvärmning av ett metallarbetsstycke kan leda till dess deformation, mals eller sågas det efter kylning till önskad form. |
Skär tänder med fil | |
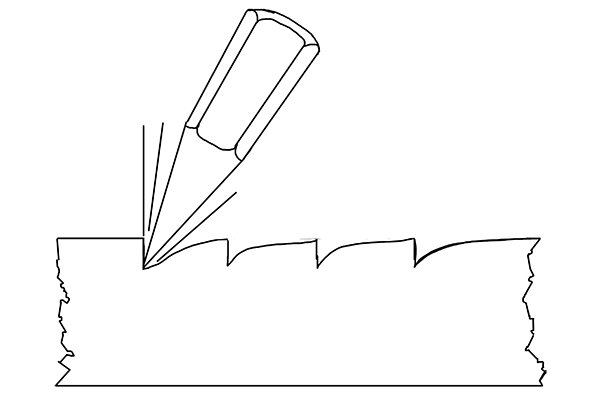
 | I detta skede, med hjälp av en mejsel, skär tänder in i filen med jämna mellanrum. |
 | Vinkeln på tänderna är vanligtvis runt 40-55 grader i förhållande till filens yta, beroende på vilken typ av mönster som skärs in i filen. Detta hörn kallas filens "främre hörn". För mer information se Vad är ett filklipp? |
 | Om vinkeln på tänderna är för smal är det mer sannolikt att de fastnar i arbetsstyckets yta. Om vinkeln är för stor är det mer sannolikt att de går sönder och lossnar från filens kropp. |
 | Vissa filar kan göras med negativ spånvinkel, vilket gör att tänderna faktiskt pekar bort från arbetsstycket, snarare än mot det. I det här fallet skär inte tänderna materialet, utan skrapar det över ytan, skrapar bort eventuella oregelbundna utbuktningar (utbuktningar) och trycker in det avskurna materialet i eventuella små bucklor (dallar). |
 | Dessa filar skärs vanligtvis med fina tänder och används för att producera en mycket slät yta. |
 | RaspskärningRasptänder görs med hjälp av en triangulär stans som skär igenom varje tand individuellt. För mer information om raspar se: Vad är en rasp? |
Filhärdning | |
 | När tänderna är skurna ska filen härdas eller härdas så att den kan skära igenom andra material utan skador. |
 | Filen värms upp igen. |
 | När den når önskad temperatur, sänks den ned i ett stort saltlakebad och kyls snabbt. |
 | Denna snabba avkylning gör att kornen i stålets molekylstruktur blir finare, vilket gör det hårdare och ger det större draghållfasthet. |
 | Denna process upprepas flera gånger för att säkerställa att stålet är tillräckligt hårt för att användas som slipmedel. |
Luktmjukande | |
 | En bieffekt av härdningsprocessen är att det kan göra stålet sprött, vilket gör det mer benäget att klippa eller gå sönder när det tappas. |
 | Eftersom filskaftet är tunnare än resten av kroppen är detta en potentiell svag punkt. |
 | Sålunda, efter att resten av värmebehandlingen är avslutad, återupphettas skaftet och får svalna till rumstemperatur. Detta mjukar återigen upp skaftet, vilket gör det mindre skört och mer motståndskraftigt mot skador. |
 | Filer som går igenom denna del av processen kallas ibland för "variabel värmebehandling". |

